

联系我们
铁屑压饼机视频
发布时间:2024-07-05 14:43:03 浏览次数:1 公司名称:[河池]诚东机械设备有限公司
| 最小起订 | 1 |
|---|---|
| 是否厂家 | 生产厂家 |
| 产品材质 | 钢构 |
| 产品品牌 | 诚东 |
| 产品规格 | 支持定制 |
| 发货城市 | 郑州 |
| 产品产地 | 郑州 |
| 加工定制 | 支持定制 |
| 产品型号 | 180 |
| 可售卖地 | 全国 |
| 产品重量 | 机型不同重量不同 |
| 质保时间 | 质保1年 |
| 外形尺寸 | 2900*2600*2800mm |
| 适用领域 | 废金属回收 |
| 产品功率 | 18kw |
| 工作温度 | 正常 |
| 产量 | 3-5T/时 |










诚东废河池金属压饼机河池铁屑压块机设备介绍机械厂和加工中心产生大量的铁销,有熟铁销和生铁销,不仅占用大量厂房面积,还会产生环境污染问题,为了解决这个难题,也为了提高铁销的附加值,我公司特研发出一款自动铁销压饼机也叫河池铁屑屑饼机设备,可将其压制成高密度饼块,实现资源的合理再利用,根据客户对饼块密度、外形尺寸和产量的要求,我公司可为您定制100-1200吨多个型号的河池铁销屑饼机设备,欢迎您前来咨询订购。河池二、设备性能特点1、本产品专门为铸造及废金属加工行业生产;2、铁销压块机可将铝粉、颗粒等废金属冷压成3-6kg的圆柱形饼,直接放入炉内,密度为2.0-2.4t/m3(以铝屑为标准);3、本机采用液压驱动,空载速度快,结构简单,故障率低,运行稳定(安装时不需要地脚螺钉)河池;4、采用st国外标准密封(工作温度-60~220℃,工作压力63Mpa),在不削弱油缸压力的前提下,保证用户的连续运行,本机维修方便,磨损小,经久耐用;
在高温的环境下自动河池铁屑压饼机容易造成内部温度过高,严重的话导致起火断路,那么自动铁屑压饼机是如何应对高温环境的?我们一起来看看专业的自动铁屑屑饼机技术人员是怎么来解答的。1、高温对全自动铁屑屑饼机的使用影响表现在:易产生气阻,造成无法供油;高温会使发动机进气系统性能下降,密封性下降,发动机漏油而增加油耗河池压饼机。此外,高温易造成机件变形。因此须与高温器具或设备的表面保持有足够的防火间距,高温表面附近不宜堆放可燃物。2、在自动铁屑屑饼机生产工作场地,应保持足量的通排风。排放可燃气体和粉尘时,应避免排风系统和除尘系统产生火花。通风管道不应穿过防火墙等防火分隔物,以免发生火灾时,火势顺管道通过防火分隔物而蔓延。同时要对产热的轴承部分进行适当润滑,不但利于散热还利于设备的正常运转。为了使自动河池铝屑压饼机铁屑屑饼机设备性能发挥到极致,应把设备放在通风处,可减少温度过高,这样才能使自动铁屑屑饼机不受高温环境的影响。也能为客户带来更大的效益。如有对自动河池铁屑屑饼机金属压饼机设备感兴趣的客户,真诚的期待与您的合作。河池
诚东铁屑屑饼机压饼机送料装置:由减速机、送料螺杆等组成。 减速机采用高效率减速器,效率达96%,振动低、噪声小、性能优越。 螺杆采用优质合金耐磨金钢,经过特殊的硬化处理。刚性好、耐磨性高、使用寿命长。 ③铁屑屑饼机液压站:由电机、液压泵,泵保护装置,专业控制阀块和连接压块机用的管道系统构成。设计合理,质量稳定。 ④河池铁屑屑饼机控制台:由电气系统和plc控制系统构成。 河池压饼机 四、产品特点: 1、采用新型的专用液压系统,杜绝了油的渗漏,降低了系统的油温,提高了系统的稳定性。整机效率提高,省电显著。 2、采用低振动、低噪音、高效率的6极电机,配合高精密的柱塞泵,大大改善了传统产品的噪音大、稳定性差、使用寿命短等缺点。 3、系统设计预泄荷装置,很大程度消除了液压冲击。 4、先进的子母缸快速装置,提高生产效率,确保用户的生产需求。 河池5、电器部分采用进口PLC进行逻辑控制,抗干扰能力强、故障率低。 6、机体采用整体钢结构,强度高,稳定性好,不需要安装地脚螺钉。河池金属压块机河池铁屑压饼机 
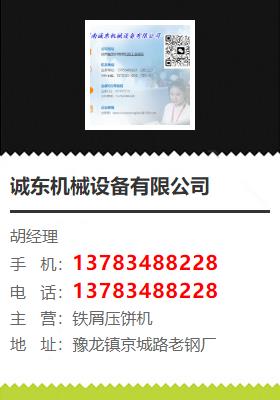
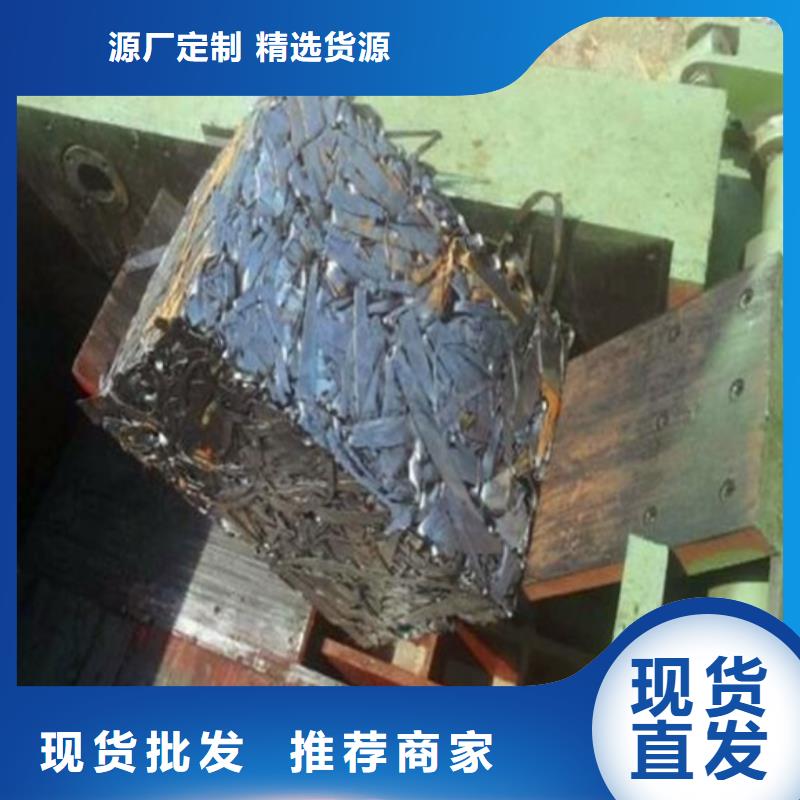
诚东金属压块机河池铁屑屑饼机河池铝屑压饼机设备详情介绍:河池钢屑屑饼机主要用于对各种金属屑(铁屑、铜屑、不锈钢屑、铝屑等)、粉粒状金属粉(铁粉、铝粉、铜粉、铅粉等)、冶炼添加剂、海绵铁(一次性还原铁)等在不加入任何粘合剂的情况下压制成高密度圆柱形饼块(重量2-6公斤),饼块密度可达5T/m3以上。河池钢屑屑饼机是金属屑压块机机型名目下的一种专业机型,主要是用于将铸铁屑、优质铁矿粉等金属原料通过高压直接冷压成3~10公斤的圆柱饼块,以便于储运及减少回收再利用过程中的损耗。二、诚东金属压块机铁屑屑饼机铝屑压饼机设备工作原理:将松散物料加入加料缸上方的大料斗中。加料缸后腔进油,活塞杆伸出,并复位,然后子缸后腔进油,带动主缸活塞杆和冲头快速下压,当冲头进入模腔后,主缸后腔进入压力油,主缸开始攻进将物料压缩形成屑饼,并保压后,主缸微退,副缸后腔进油,活塞杆回退,带动抽块后退至饼块可出位置,主缸继续下降,将压好的饼块压出模腔后,副缸前腔进油,活塞杆伸出,带动抽块将饼块推出饼块,同时复位。子缸前腔进油,带动主缸活塞杆和冲头上升,并复位,完成一次压饼循环过程,并进入下一次循环程序。